

Liên hệ đặt hàng:
Mr Công
0903 83 33 44
Danh mục sản phẩm
Hỗ trợ trực tuyến
- Mr Công
-


 0908 195 213
0908 195 213 songhieploi.corp@gmail.com
songhieploi.corp@gmail.com

Hotline:
0903 83 33 44Văn phòng
ĐT: 028.38648930
Fax: 028.39760339
Thống kê truy cập
- Đang online: 6
- Thống kê tuần:82
- Tổng truy cập: 2580903

Khái quát:
Máy đóng gói hàn lưng bụng được sử dụng rộng rãi trong các ngành thực phẩm, dược phẩm, hàng tiêu dùng, v,v. Có thể tự động hoàn thành các công đoạn như chế túi, indate, chiết rót, hàn miệng túi.
Thông số kỹ thuật:
- Phạm vi đóng gói: 100-1000g.
- Sai số chiết rót: ±0.5-1g (Tùy thuộc vào tính chất sản phẩm)
- Kích thước túi thích hợp (DxR): (50-300) x (70-230) mm.
- Độ rộng lớn nhất cuộn màng: 480mm.
- Tốc độ đóng gói: 30-40 túi/phút.
- Công suất: 4Kw/ 15A.
- Nguồn điện: 380V/50Hz., 3 pha 4 dây.
- Áp lực: 0.4 - 0.6 Mpa.
- Lượng tiêu hao khí: 0.4 Nm3/phút.
- Trọng lượng máy: 1200Kg.
- Kích thước máy (DxRxC): 2080x2380x3860 mm.
Xuất xứ linh kiện:
| STT | Linh kiện | Model | Nhãn hiệu |
| 1 | PLC | 214-1AD23 | GERMAN SIEMENS |
| 2 | Màn hình | 7 Inches | TAIWAN WINVIEW |
| 3 | Motor servo | BCH0602/0.4KW | FRENCH SCHNEIDER |
| 4 | Driver servo | LXM23DU/0.4 | FRENCH SCHNEIDER |
| 5 | Bộ điều khiển nhật | 207D1 | XIAMEN YUDIAN |
| 6 | SSR | SSR-3-480D20A | SAMSUNG |
| 7 | Công tắc xoay | FA12 | ZHEJIANG FEILIN |
| 8 | Xi lanh hàn ngang | SDA50-20 | AIRTEC |
| 9 | Xi lanh hàn dọc | SDA60-30 | AIRTEC |
| 10 | Xi lanh dao cắt | SDA40*15 | AIRTEC |
| 11 | Heo hơi | 200M-6F | S.KOREA YSC |
| 12 | Van solenoid | 4V310-08(DC24V) | S.KOREA YSC |
| 13 | Đồng hồ giảm áp | AC3010 | S.KOREA YSC |
| 14 | Còi giảm thanh | BSL-02 | AIRTEC |
| 15 | Bộ ngắt Contactor | YXZ/DZ108 | CHINT |
| 16 | Các linh kiện điện | DZ47 | CHINT |
| 17 | Cảm ứng cân | MT1022-15 | METTLER TOLEDO |
Công ty TNHH TM - KT Song Hiệp Lợi chuyên cung cấp máy móc trong ngành mỹ phẩm, thực phẩm, dược phẩm, phân bón và bảo vệ thực vật.Trong thời gian qua Song Hiệp Lợi đã không ngừng nỗ lực trong việc tìm hiểu nghiên cứu những loại máy móc tiên tiến nhằm đáp ứng nhu cầu ngày càng đa dạng và góp phần nâng cao chất lượng, tăng năng suất sản xuất của Quý Khách Hàng.
Công ty TNHH TM - KT Song Hiệp Lợi cung cấp Máy đóng gói bột - hạt hàn mặt sau sản phẩm hoàn thiện sau khi đóng gói hoàn mỹ đẹp bắt mắt người tiêu dùng.
Máy đóng gói thực phẩm máy đóng gói bánh snack hàn mặt lưng máy tự động cấp nguyên liệu cân định lượng nhiều dầu cân cơ cấu chế túi hàn miệng túi đóng gói 3 biên.

Nguyên liệu đóng gói

HƯỚNG DẪN SỬ DỤNG
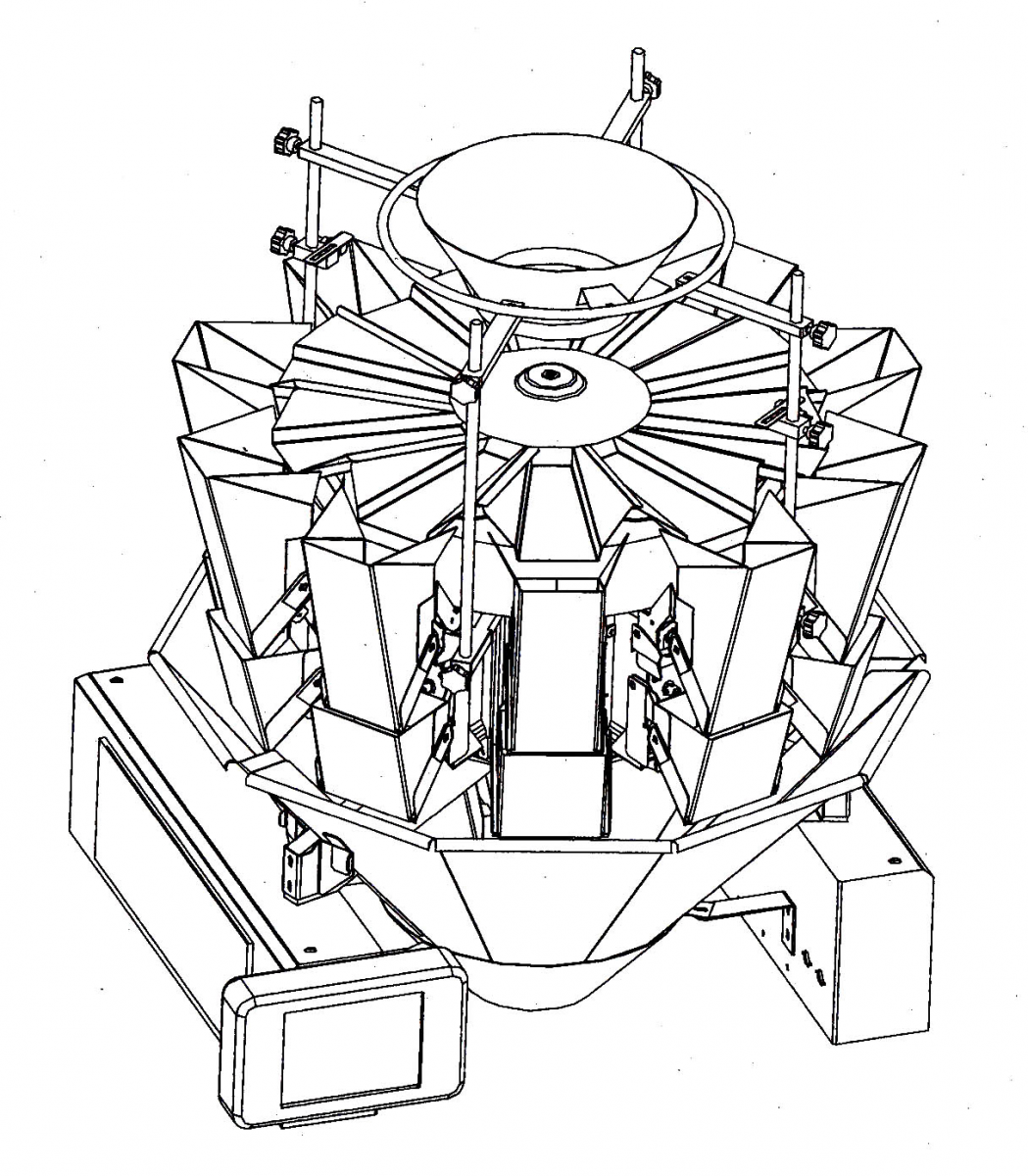
THIẾT BỊ CÂN ĐIỆN TỬ 10 - 14 ĐẦU
I/ HƯỚNG DẪN THAO TÁC:
I.1 Mở máy:
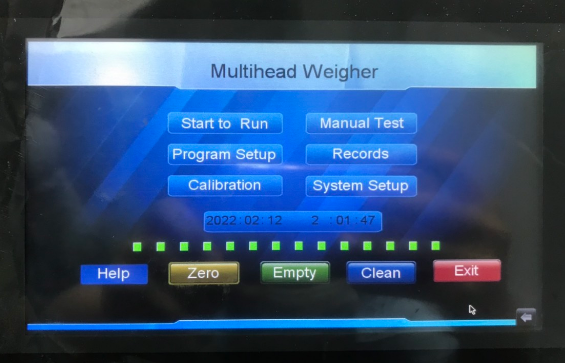
Kết nối nguồn điện, vào trang “Lựa chọn ngôn ngữ”, như hình bên dưới:

Nhấn vào mũi tên lựa chọn ngôn ngữ, sau đó nhấn xác nhận để vào giao diện chính, như hình bên dưới:
.png)
(1) Trợ giúp: Nhấn vào phím này để vào trang trợ giúp, dựa theo số trang có thể xem được thông tin trợ giúp của các chức năng.
(2) Khởi đầu hóa: Nhấn vào phím này, tất cả các nguyên liệu trong phễu tồn và phễu cân lần lượt xả ra. Đợi khoảng 3s, số liệu của mỗi cảm biến đều tự động trở thành 0 (Clear).
(3) Xóa (Trống): Nhấn vào phím này, Máy rung chính→Dòng máy rung→Phễu cân sẽ lần lượt hoạt động liên tục, xả hết các nguyên liệu. Nếu dừng lại, nhấn phím “Xóa/Trống” một lần nữa.
(4) Vệ sinh: Nhấn vào phím này, phễu tồn và phễu cân lần lượt mở ra, đồng thời duy trì ở trạng thái cửa mở rộng nhất, tiện lợi cho việc vệ sinh thiết bị. Nếu thoát ra, nhấn phím “Vệ sinh” một lần nữa.
(5) Thoát ra: Nhấn vào phím này, trở về giao diện lựa chọn ngôn ngữ.
I.2 Vận hành:
Ở trang giao diện chính, nhấn vào phím vận hành, đi vào trang “Vận hành”, như hình bên dưới:
.png)

(1) Tốc độ cài đặt trước: động thái điều chỉnh tốc độ. Tùy theo tốc độ làm việc thực tế của máy đóng gói, để cài đặt tốc độ mong đợi của cân tổ hợp. Các thông số sau khi chỉnh sửa sẽ tự động lưu vào trong “Mã thông số” tương ứng.
(2) Biên độ rung chính: động thái điều chỉnh tốc độ. Tùy theo tốc độ làm việc thực tế của máy đóng gói, để cài đặt tốc độ mong đợi của cân tổ hợp. Các thông số sau khi chỉnh sửa sẽ tự động lưu vào trong “Mã thông số” tương ứng.
(3) Biên độ rung dòng: động thái điều chỉnh các biên độ rung của dòng máy rung, trị số càng lớn, biên độ rung càng lớn. Các thông số sau khi chỉnh sửa sẽ tự động lưu vào trong “Mã thông số” tương ứng. Phạm vi 1-99.
(4) Thông tin chi tiết: động thái hiển thị trọng lượng của mỗi phễu cân, như hình bên dưới. Đồng thời có thể kiểm tra xem số lượng túi đạt/không đạt và tỷ lệ đạt.

(5)Vận hành: Phím vận hành/dừng lại của cân.
(6) Thoát ra: Nhần vào phím này, trở về trang chủ/giao diện chính (Phải là máy đang dừng hoạt động, mới có thể nhấn phím này).
I.3 Điều chỉnh tay động:
Ở giao diện chính, nhấn phím “Điều chỉnh tay động”, vào trang “Điều chỉnh tay động 1”. Như hình bên dưới:

(1) Kiểm tra vật liệu: Nhấn vào phím này, vào trạng thái “Kiểm tra vật liệu”, nếu vật liệu thấp hơn mức cảm biến kiểm soat, thì “M’ hiển thị “Thiếu liệu”. Nhấn thêm phím “Kiểm tra vật liệu” lần nữa, thì sẽ thoát ra.
(2) Máy rung chính: Nhấn vào phím này, nhấn thêm phím “M”, máy rung chính sẽ rung động một lần; Nhấn giữ “M”, máy rung chính liên tục rung động. Thả “M” ra, nhấn thêm phím “Máy rung chính” lần nữa, thì sẽ thoát ra.
(3) Dòng máy rung: Nhấn vào phím này, nhấn thêm các chữ số khác nhau trên giao diện, máy rung dòng tương ứng với chữ số sẽ rung một lần; Nhấn “M’, thì đồng thời tất cả máy rung dòng rung một lần. Nhấn giữ chữ số hoặc “M”, thì máy rung dòng tương ứng rung động liên tục. Thả chữ số hoặc “M” ra, nhấn phím “Dòng máy rung” lần nữa, thì sẽ thoát ra.
(4) Phễu tồn: Nhấn vào phím này, nhấn thêm các chữ số khác nhau trên giao diện, phễu tồn tương ứng với chữ số sẽ vận hành một lần; Nhấn “M’, thì đồng thời tất cả phễu tồn vận hành một lần. Nhấn giữ chữ số hoặc “M”, thì phễu tồn tương ứng vận hành liên tục. Thả chữ số hoặc “M” ra, nhấn phím “Phễu tồn” lần nữa, thì sẽ thoát ra.
(5) Phễu cân: Nhấn vào phím này, nhấn thêm các chữ số khác nhau trên giao diện, phễu cân tương ứng với chữ số sẽ vận hành một lần; Nhấn “M’, thì đồng thời tất cả phễu cân vận hành một lần. Nhấn giữ chữ số hoặc “M”, thì phễu cân tương ứng vận hành liên tục. Thả chữ số hoặc “M” ra, nhấn phím “Phễu cân” lần nữa, thì sẽ thoát ra.
(6) Phễu tập trung: Nhấn vào phím này, nhấn thêm phím “M”, phễu tập trung vận hành một lần; nhấn giữ “M”, phễu tập trung vận hành liên tục. Thả “M” ra, nhấn phím “Phễu tập trung” lần nữa, thì sẽ thoát ra.
|
Ghi chú Chỉ khi ở giao diện “Cài đặt hệ thống”, cài đặt chể độ khởi động phễu tập trung, “Phễu tập trung” này thì có thể sử dụng chức năng kiểm tra. |
(7) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
(8) Trang sau: Nhấn vào phím này, vào giao diện “Điều chỉnh tay động 2”, như hình bên dưới:
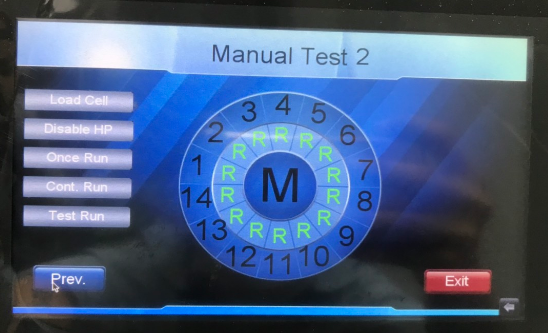

(1) Kiểm tra A/D: Nhấn vào phím này, vào giao diện kiểm tra A/D, hiển thị trạng thái thông tin của cái modun A/D, khi thông tin bình thường, chữ số tương ứng với các modun A/D sẽ hiển thị màu xanh lá, khi thông tin bất thường thì sẽ hiển thị màu đỏ. Hiển thị đồng thời trọng lượng của các phễu cân, nhấn trị số trọng lượng tương ứng có thể cài về 0.
(2) Đơn vị cân bị chắn: Nhấn vào phím này, nhấn thêm các chữ số khác nhau trên giao diện, thì đơn vị cân tương ứng với chữ số bị chắn lại, trạng thái hiển thị “D”, dừng làm việc. Nhấn phím này thêm lần nữa và chữ số tương ứng, khởi động lại từ đầu đơn vị cân đó, trạng thái hiển thị “R”.
(3) Vận hành đơn độc: Nhấn vào phím này, nhấn thêm các chữ số khác nhau trên giao diện, đơn vị cân tương ứng với chữ số lần lượt vận hành một lần, thứ tự vận hành là: máy rung chính→máy rung dòng→phễu tồn→phễu cân→phễu tập trung. Nhấn giữ chữ số, đơn vị cân tương ứng vận hành liên tục.
(4) Vận hành liên tục: Nhấn vào phím này, nhấn thêm các chữ số khác nhau trên giao diện, đơn vị cân tương ứng với chữ số vận hành liên tục, thứ tự vận hành là: máy rung chính→máy rung dòng→phễu tồn→phễu cân→phễu tập trung. Nhấn “M’, tất cả đơn vị cân vận hành liên tục, nhấn thêm chữ số tương ứng lần nữa hoặc “M”, dừng vận hành.
(5) Vận hành mô phỏng: Nhấn vào phím này, thiết bị sẽ vận hành không liệu theo thông số cài đặt.
(6) Trang trước: Nhấn vào phím này, trở về giao diện “Điều chỉnh tay động 1”.
(7) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
I.4 Cài đặt thông số: (Người thao tác cài đặt)
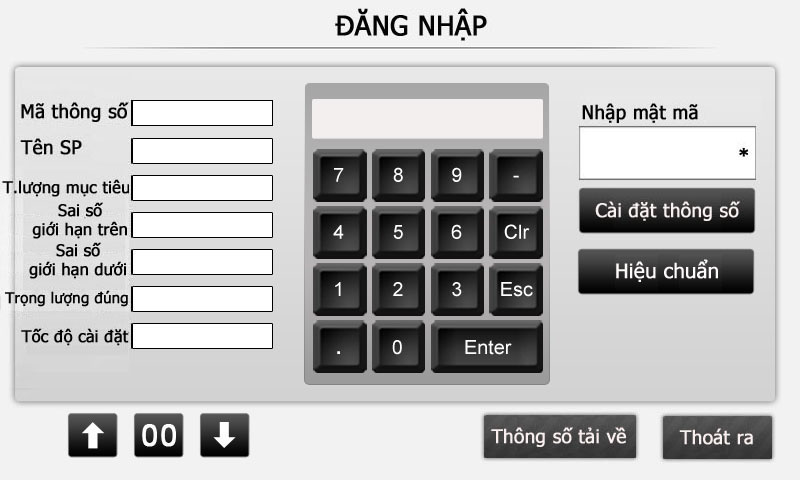
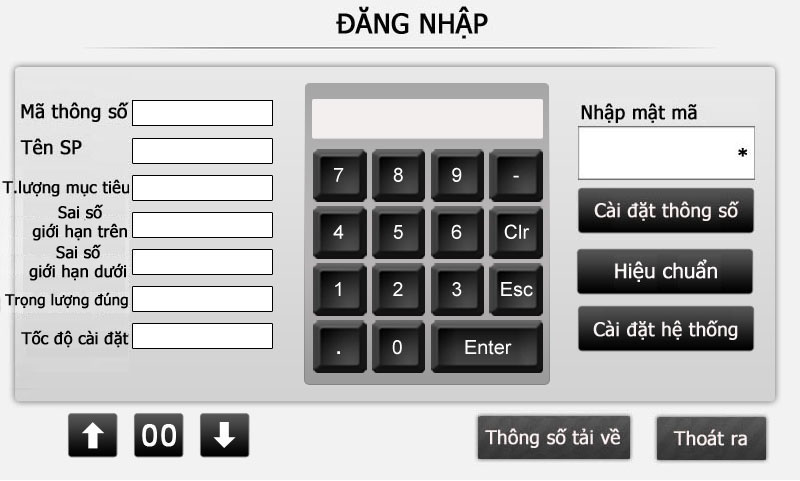
Vào giao diện chính, nhấn phím “ Cài đặt thông số”, đi vào giao diện “Đăng nhập”, như hình dưới:
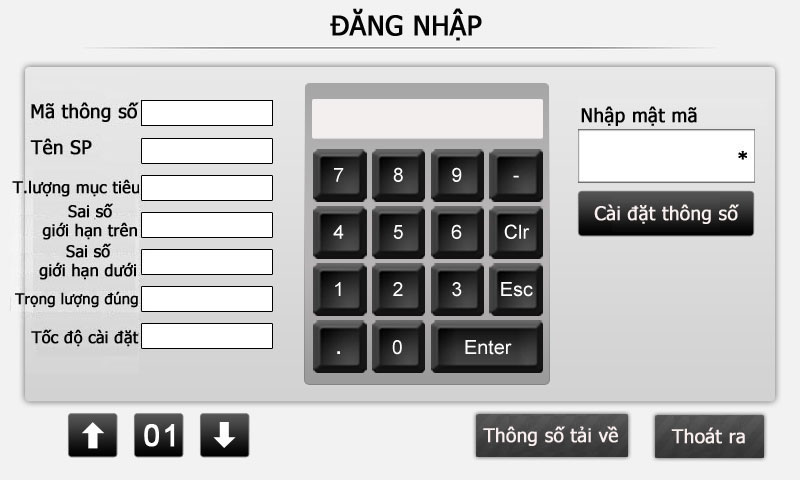
(1) Mã thông số: dùng để sử dụng các thông số khác nhau, phạm vi 1-99. Nhấn mũi tên lên xuống ở gốc dưới bên trái, có thể lựa chọn mã thông số khác nhau; hoặc nhấn vào phím giữa hai mũi tên có thể nhập vào mã tùy chọn.
(2) Cài đặt thông số: Ở cửa sổ “Nhập vào mật mã” nhập mật mã ban đầu 11111111, nhấn “ENT”, nhấn tiếp “ Cài đặt thông số” để đi vào giao diện “ Cài đặt thông số 1”.
(3) Thông số tải về: Nếu sử dụng “Mã thông số” khác nhau hoặc sau khi tiến hành điều chỉnh “Mã thông số” nào đó (Thông số trong giao diện cài đặt thông số 1 và 2), thông số mới chỉ lưu ở thiết bị hiển thị, chứ chưa lưu vào hệ thống điều khiển; nếu cần vận hành theo thông số mới, cần phải nhấn phím “thông số tải về” ở giao diện “Đăng nhập”.
|
Phương thức thao tác Nhấn phím “Thông số tải về” khoảng 1s, sẽ hiện ra khung bảo lưu, khi khung này biến mất, tức là “Thông số tải về” có hiệu lực. |
(4) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
Giao diện “Thông số cài đặt 1” như sau:
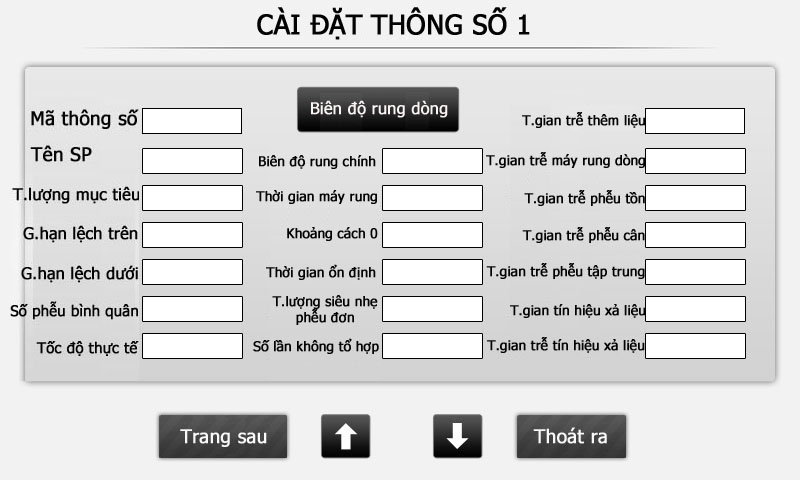
ñ : Hiển thị nội dung “Mã thông số” trước; ò : Hiển thị nội dung “Mã thông số” sau.
(1) Mã thông số: Dùng để điều chỉnh mã thông số khác nhau, phạm vi 1-99. Nhấn mũi tên lên xuống ở gốc dưới bên trái, có thể lựa chọn mã thông số khác nhau; hoặc nhấn vào phím giữa hai mũi tên có thể nhập vào mã tùy chọn.
(2) Tên sản phẩm: Cài đặt tên cho vật liệu cần cân (Nhiều nhất 8 ký tự)
(3) Trọng lượng mục tiêu: Cài đặt trọng lượng cho vật liệu cần cân, ĐVT là gram. Phạm vi 10-3000.0g.
(4) Sai số giới hạn trên: Cài đặt trị số chênh lệch giới hạn trên cho phép của trọng lượng mục tiêu.
(5) Sai số giới hạn dưới: Cài đặt trị số chênh lệch giới hạn dưới cho phép của trọng lượng mục tiêu.
(6) Trọng lượng đúng: Tùy theo giữa trị số thực tế và trị số hiển thị của cân, tồn tại sai số cố định, mà không thể thống nhất hiệu chuẩn. Tức: Trọng lượng thực tế = trọng lượng hiển thị + trọng lượng đúng.
(7) Tốc độ cài đặt trước: cài đặt tốc độ vận hành cân. (Khi hệ thống đóng gói cân trọng tổ hợp lại, tùy theo tốc độ của máy đóng gói để cài đặt tốc độ của cân).
(8) Biên độ rung chính: Trị số càng lớn, biên độ càng lớn, phạm vi 1-99.
(9) Biên độ rung dòng: Trị số càng lớn, biên độ càng lớn, phạm vi 1-99.
(10) Thời gian máy rung: thời gian duy trì rung động của máy rung chính thêm liệu vào phễu liệu, phạm vi 1-99 x 10ms, Trị số gợi ý 10.
(11) Khoảng cách 0: Trong quá trình máy vận hành, thông qua một thời gian N, cân tự động xóa thành 0, dùng để xóa số trên cảm biến, đảm bảo độ chính xác của cân, Khi về 0, phễu này sẽ bị xóa 0 và không tham gia vào tổ hợp cân, phạm vi 1-999min.
(12) Thời gian ổn định: Sau khi phễu tồn đóng lại, đợi sau khi "thời gian ổn định" mới bắt đầu đọc số liệu trên cảm biến. Số này càng lớn, tốc độ máy càng chậm, phạm vi: 5-255, đơn vị: 10ms, trị số gợi ý: 90x10ms.
(13) Trọng lượng siêu nhẹ phễu đơn (%): Khi trọng lượng phễu đơn nhẹ hơn so với tỷ lệ phần trăm của trọng lượng mục tiêu 01 lần, phễu này tiếp tục thêm liệu. Trị số gợi ý 10%.
(14) Số lần không tổ hợp: Trị số này là số lần phễu cân không tham gia tổ hợp, phạm vi 1-9999, nếu vượt quá trị số này, thì bắt buộc phễu cân này tham gia tổ hợp, nâng cao tỷ lệ sử dụng.
(15) Thời gian trễ thêm liệu: Sau khi cân phát ra tín hiệu thêm liệu, thiết bị thêm liệu (như máy tải liệu) nhận được tín hiệu, bắt đầu thêm liệu vào cân tổ hợp, khi nguyên liệu được thêm đến mực liệu cài đặt, duy trì thời gian thêm liệu (Đơn vị 1s).
(16) Thời gian trễ máy rung dòng: Trị số này là thời gian trễ của phễu tồn mở ra hết cho đến khi máy rung dòng thêm liệu vào phễu tồn, phạm vi 1-250 , đơn vị 10ms, trị số gợi ý 25x10ms.
(17) Thời gian trễ phễu tồn: Trị số này là thời gian trễ của phễu cân mở ra hết cho đến khi phễu tồn thêm liệu vào phễu cân, phạm vi 1-250 , đơn vị 10ms, trị số gợi ý 21x10ms.
(18) Thời gian trễ phễu cân: Trị số này là thời gian trễ của phễu tập trung mở ra hết cho đến khi phễu cân thêm liệu vào phễu tập trung, phạm vi 1-250 , đơn vị 10ms, trị số gợi ý 21x10ms.
(19) Thời gian trễ phễu tập trung: Trị số này là thời gian trễ của phễu cân mở ra hết cho đến khi phễu tập trung mở cửa xả liệu, phạm vi 1-250 , đơn vị 10ms, trị số gợi ý 21x10ms.
(20) Thời gian tín hiệu xả liệu: Thời gian duy trì của tổ hợp cân phát ra tín hiệu xả liệu cho máy đóng gói, phạm vi 1-9 x 10ms. Trị số gợi ý 2.
(21) Thời gian trễ tín hiệu xả liệu: sau khi hoàn thành xả liệu, tổ hợp cân xả liệu cho thiết bị đóng gói phía sau, sau thời gian trễ bao lâu, mới phát tín hiệu hoàn thành xả liệu cho máy đóng gói, phạm vi 1-999 x 10ms. Trị số gợi ý 10.
(22) Trang sau: Nhấn vào phím này, đi vào giao diện “Cài đặt thông số 2”, như hình bên dưới.
(23) Thoát ra: Nhấn vào phím này, trở về giao diện “Đăng nhập”.
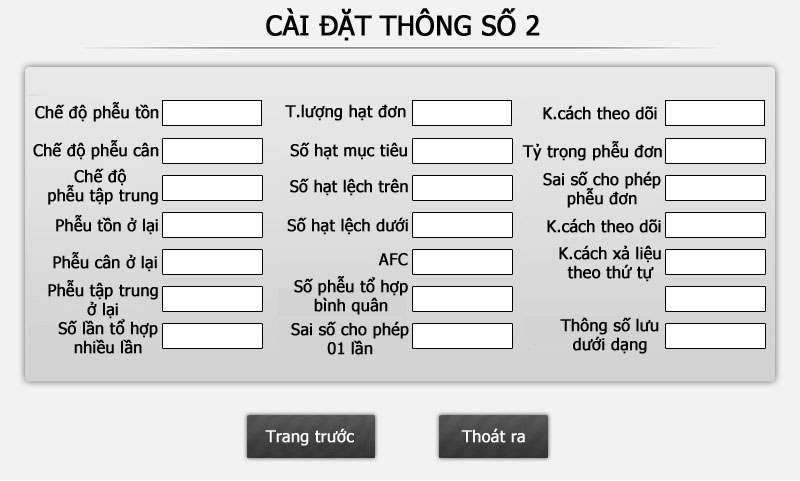
(24) Chế độ phễu tồn: Chế độ vận hành của motor phễu tồn, tổng cộng có 4 chế độ: 0-3; trị số gợi ý 1.
(25) Chế độ phễu cân: Chế độ vận hành của motor phễu cân, tổng cộng có 4 chế độ: 0-3; trị số gợi ý 1.
(26) Chế độ phễu tập trung: Chế độ vận hành của motor phễu tập trung, tổng cộng có 4 chế độ: 0-3; trị số gợi ý 1.
(27) Phễu tồn ở lại: Thời gian trễ của phễu tồn sau khi mở ra cho đến khi bắt đầu đóng lại, phạm vi cài đặt 1-99 x10ms.
(28) Phễu cân ở lại: Thời gian trễ của phễu cân sau khi mở ra cho đến khi bắt đầu đóng lại, phạm vi cài đặt 1-99 x10ms.
(29) Phễu tập trung ở lại: Thời gian trễ của phễu tập trung sau khi mở ra cho đến khi bắt đầu đóng lại, phạm vi cài đặt 1-99 x10ms.
(30) Số lần tổ hợp nhiều lần: Trị số này là số lần xuống liệu của tổ hợp trọng lượng mục tiêu, phạm vi cài đặt 1-9.
(31) Trọng lượng hạt đơn: Trọng lượng tiêu chuẩn hạt đơn của vật liệu đồng đều, dùng để tính toán trọng lượng tổ hợp cần thiết của số hạt hoàn thành mục tiêu.
(32) Số hạt mục tiêu: Số hạt mục tiêu của sản phẩm cân trọng. Số hạt mục tiêu x trọng lượng hạt đơn = tổng trọng lượng.
(33) Số hạt lệch trên: Sai số cho phép giới hạn trên của hạt cân trọng.
(34) Số hạt lệch dưới: Sai số cho phép giới hạn dưới của hạt cân trọng.
(35) AFC: Lựa chọn chế độ tự động theo dõi biên độ.
|
Ghi chú “0” là đóng chế độ theo dõi tự động. Tức lập trình không thể tự động điều chỉnh biên độ rung động của máy rung dòng, chỉ có thể tay động chỉnh sửa. “1” (Chế độ AFCT) là dùng số phễu tổ hợp làm dữ liệu theo dõi, tự động tiến hành điều chỉnh thống nhất biên độ rung của máy rung dòng. “2” (Chế độ AFCI) là dùng trọng lượng phễu đơn làm hạng mục theo dõi, tự động điều chỉnh biên độ rung phễu đơn. |
(36) Số phễu tổ hợp bình quân: Ở chế độ AFC cài đặt 1 giờ, người dùng cài đặt số phễu tổ hợp bình quân. Trị số gợi ý la 3.0 ~ 4.0.
(37) Sai số cho phép 01 lần: người dùng cài đặt phạm vi sai lệch cho phép của số phễu tổ hợp bình quân, trị số gợi ý 0.1 ~ 1.0.
(38) Khoảng cách theo dõi: Cài đặt ở chế độ AFCT, sau khi hoàn thành cân trọng bao nhiêu lần, chấp hành một lần điều chỉnh lại biên độ rung dòng; Phạm vi 1-99, trị số gợi ý 10.
(39) Tỷ trọng phễu đơn: Chế độ "AFC là 2 giờ, tỷ lệ phần trăm trọng lượng lý tưởng của phễu cân đơn độc. Trị số gợi ý: 20-40% của trị số trọng lượng mục tiêu.
(40) Sai số cho phép phễu đơn: Trong lúc tổ hợp đang vận hành, sai số cho phép của trọng lượng phễu cân đơn độc, trị số gợi ý 10g.
(41) Khoảng cách theo dõi: Cài đặt ở chế độ AFCI, phễu đơn chấp hành điều chỉnh lại biên độ rung dòng 01 lần, số lần cân trọng cần phải hoàn thành, phạm vi 1-99. trị số gợi ý 10.
(42) Khoảng cách xả liệu theo thứ tự: Trị số này là khoảng cách thời gian phễu liệu lần lượt mở ra. Phạm vi 1-99 x10ms. Chức năng này chủ yếu nhằm vào vật liệu nở phồng, tránh bị kẹt.
(43) Thông số lưu dưới dạng: Thông số hiện tại được lưu vào mã thông số. Hệ thống mặc định là số nguyên thông; nếu cần sao chép vào một thông số khác, trực tiếp nhập vào một mã thông số khác, nhấn phím xác nhận là được.
(44) Trang trước: Nhấn vào phím này, trở về giao diện “Cài đặt thông số 1”.
(45) Thoát ra: Nhấn vào phím này, trở về giao diện “Đăng nhập”.
I.5 Kỉ lục sản xuất:
Ở giao diện chính, nhấn vào phím “Kỉ lục sản xuất”, đi vào giao diện “Kỉ lục sản xuất”, như hình bên dưới, nhiều nhất có thể hiển thị 2000 cái.
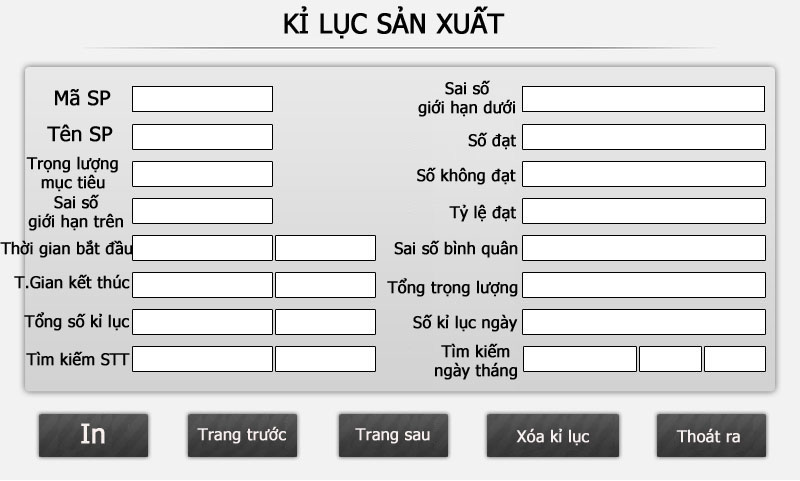
(1) Trang trước: Nhấn vào phím này, hiển thị nội dung kỉ lục trước.
(2) Trang sau: Nhấn vào phím này, hiển thị nội dung kỉ lục sau.
(3) Tìm kiếm STT: Nhập vào STT để xem kỉ lục tương ứng.
(4) Tìm kiểm ngày: Nhập vào ngày để xem kỉ lục cuối cùng trong ngày đó.
(5) In ấn: Nếu màn hình cảm ứng có cắm USB vào, nhấn vào phím này, thì giao diện lúc đó sẽ được lưu lại trong USB dưới dạng file hình.
(6) Xóa kỉ lục: Nhấn vào phím này 1s, xóa toàn bộ kỉ lục, nên cẩn thận.
(7) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
I.6 Hiệu chuẩn (Người chuyên nghiệp cài đặt):
Ở giao diện chính, nhấn vào phím “Hiệu chuẩn”, đi vào giao diện “Đăng nhập”, như hình bên dưới:
(1) Hiệu chuẩn: Nhập mật mã vào ô “Nhập vào mật mã” (22222222), nhấn “ENT”, nhấn tiếp “Hiệu chuẩn” để vào giao diện (Nhấn phím “Cài đặt thông số” đi vào giao diện “Cài đặt thông số 1”).
(2) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
Giao diện “Hiệu chuẩn” như hình bên dưới:
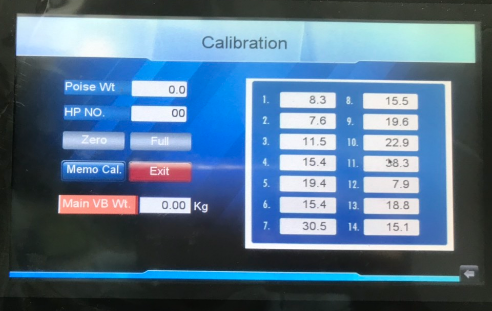
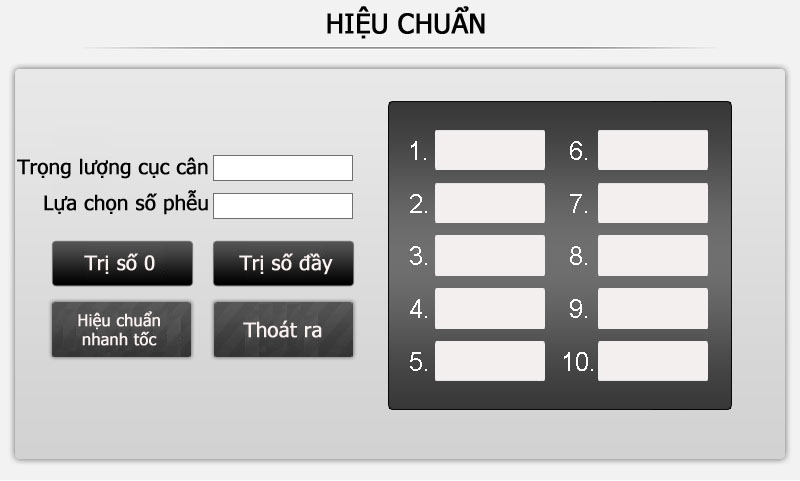
(1) Hiệu chuẩn nhanh tốc: khi xác định đã xả hết nguyên liệu dư trong phễu cân, nhấn vào phím này, có thể tiến hành cài về 0 đối với toàn bộ phễu cân.
(2) Phương pháp hiệu chuẩn: Ở “hiệu chuẩn nhanh tốc” vô hiệu hoặc dưới tình trạng hiệu chuẩn lần nữa, có thể sử dụng phương thức hiệu chuẩn này, tức là ở cửa sổ "trọng lượng cục cân" nhập vào trọng lượng dùng cục cân để hiệu chuẩn (gợi ý dùng cục cân tiêu chuẩn 1000g, nếu dùng các cục cân đã biết trọng lượng, thì trọng lượng nên nhỏ hơn 2000g), sau đó tiếp tục nhập vào số phễu sẽ hiệu chuẩn ở “lựa chọn số phễu”, lúc này, phía sau số phễu sẽ hiệu chuẩn có mũi tên màu đỏ, nhấn vào “Trị số 0”, nghe được tiếng “Tít”, tức là hiểu chuẩn xong điểm 0, tiếp theo lấy cục cân đặt nhẹ lên phễu cân tương ứng, nhấn phím "trị số đầy" là hoàn thành hiệu chuẩn phễu đó.
(3) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
I.7 Cài đặt hệ thống (Nhân viên quản lý hệ thống cài đặt):
Ở giao diện chính, nhấn vào phím “Cài đặt hệ thống”, đi vào giao diện “Đăng nhập”, như hình bên dưới:
(1) Mã thông số: Dùng để điều chỉnh mã thông số khác nhau, phạm vi 1-99. Nhấn mũi tên lên xuống ở gốc dưới bên trái, có thể lựa chọn mã thông số khác nhau; hoặc nhấn vào phím giữa hai mũi tên có thể nhập vào mã tùy chọn.
(2) Cài đặt hệ thống: Nhập mật mã vào ô “Nhập vào mật mã” (33333333), nhấn “ENT”, nhấn tiếp “Cài đặt hệ thống” để vào giao diện (Nhấn phím “Hiệu chuẩn” đi vào giao diện “Hiệu chuẩn” ; Nhấn phím “Cài đặt thông số” đi vào giao diện “Cài đặt thông số 1”).
(3) Thoát ra: Nhấn vào phím này, trở về giao diện chính.
Giao diện “Cài đặt hệ thống” như hình bên dưới:
.png)
(1) Cài đặt ngày tháng thời gian: Nhấn vào thời gian và ngày tháng ở gốc phải trên là có thể vào giao diện cài đặt.
(2) Phương thức tín hiệu: Cân tổ hợp có thể chấp nhận phương thức tín hiệu xả liệu yêu cầu, phạm vi là 0-3.(Chú ý: mạch xung biểu thị cấp điện ở trạng thái ngắn hạn từ cao đến thấp và từ thấp đến cao; cấp điện là chỉ trạng thái cao thấp của điện áp).
0: Biểu thị chế độ ghi nhớ mạch xung. Khi tổ hợp cân chưa được chuẩn bị, nếu nhận được tín hiệu yêu cầu mạch xung xả liệu, sẽ ghi nhớ (mạch xung này rơi xuống có hiệu lực), khi tổ hợp cân chuẩn bị hoàn tất, lập tức chấp hành yêu cầu xả liệu.
1: Biểu thị không ghi nhớ mạch xung. Tổ hợp cân sau khi nhận được tín hiệu yêu cầu mạch xung xả liệu (mạch xung này rơi xuống bị kích hoạt), nếu tổ hợp cân chưa chuẩn bị xong thì tín hiệu yêu cầu sẽ không ghi nhớ. Nếu tổ hợp cân đã chuẩn bị hoàn tất, nhận được tín hiệu xả liệu mới có hiệu lực.
2: Biểu thị ghi nhớ cấp điện. Khi tổ hợp cân chưa được chuẩn bị, nếu nhận được tín hiệu yêu cầu cấp điện xả liệu, tổ hợp cân sẽ ghi nhớ yêu cầu, sau khi chuẩn bị hoàn tất, lập tức chấp hành xả liệu (Kích hoạt cấp điện thấp).
3: Biểu thị không ghi nhớ cấp điện. Tổ hợp cân sau khi nhận được tín hiệu yêu cầu cấp điện xả liệu, nếu cân chưa chuẩn bị xong thì không ghi nhớ tín hiệu yêu cầu, nếu đã chuẩn bị xong, thì khi nhận được tín hiệu xả liệu mới có hiệu lực (Kích hoạt cấp điện thấp).
Thứ tự thời gian phương thức kích hoạt như hình bên dưới :
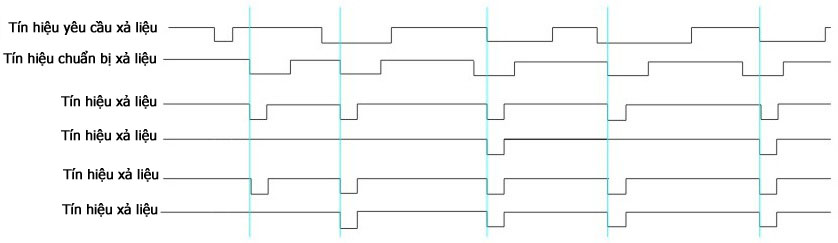
Tín hiệu yêu cầu xả liệu hạ thấp do lúc kết nối biến thành ngắt đoạn mới có hiệu lực.
Cấp điện: chỉ khi tín hiệu yêu cầu xả liệu kết nối mới có hiệu lực.
(3) Phương thức định lượng: Lựa chọn phương thức cân trọng và số hạt. Trị số mặc định la 0.
0: Phương thức cân trọng, nhấn "trọng lượng mục tiêu" tiến hành định lượng tổ hợp, dùng gram làm đơn vị tính.
1: Phương thức số hạt, nhấn "trọng lượng mục tiêu" tiến hành định lượng tổ hợp, dùng Pcs làm đơn vị tính.
(4) Phương thức máy rung: “0” là rung động; “1” là xoay chuyển.
(5) Phương thức phễu tập trung: cài đặt phương thức làm việc của phễu tập trung.
0: Đóng phễu tập trung.
1: biểu thị chế độ mở cửa 2 bên của phễu tập trung.
2: biểu thị khi kết nối 2 bộ máy đóng gói, phễu tập trung mở ra trái phải, phân biệt luân phiên tiến hành xả liệu vào 2 máy đóng gói, sử dụng đầy đủ tính năng cao tốc của thiết bị.
3: Phễu tập trung đơn + lựa chọn phương thức phễu liệu, có thể tự động loại bỏ vật liệu không đạt.
4: Hai bên của phễu tập trung đồng thời mở/đóng cửa, chế độ này khác với chế độ “1”, có thể tránh được tình trạng cửa phễu tập trung bị lượng lớn nguyên liệu xông vào dẫn đến cửa bị mở ra. Việc thay đổi giữa chế độ này với các chế độ khác cần phải “khởi đầu hóa” 1 lần mới có hiệu lực.
(6) Xử lý không tổ hợp: Khi cân tổ hợp không lựa chọn được tổ hợp thích hợp, phương thức xử lý lựa chọn.
|
Phán đoán như sau: “0” Tự động cường chế tổ hợp thải ra. Tính toán lại từ đầu tất cả tổ hợp, đồng thời tra tìm tổ hợp gần bằng với trọng lượng mục tiêu tiến hành thải liệu, và “xuất tín hiệu quá tải”. “1” Sự can thiệp của nhân công. Tự động dừng vận hành, giao diện có gợi ý “Tiến hành nhân công thải liệu”, sau khi xử lý nhấn xác nhận, tiến hành tổ hợp lại. |
(7) Số phễu xả ép buộc: Khi gặp tổ hợp không thành công, dựa theo số phễu tổ hợp tham gia thực tế của lần này, quyết định có phải chờ phễu đã xả liệu đợt trước, thêm liệu lại từ đầu, hay là tiến hành ép buộc tổ hợp xả liệu. Phương thức phán đoán:
|
Phán đoán như sau: Sổ phễu tham gia tổ hợp thực tế ≥ số phễu xả ép buộc => tiến hành ép buộc xả liệu. Sổ phễu tham gia tổ hợp thực tế < số phễu xả ép buộc => thêm liệu tổ hợp lại từ đầu. Trị số này điều khiển tỷ lệ đạt và quán tính liên tiếp của vận hành (Khi trị số này nhỏ, liên tiếp cấp liệu cho máy đóng gói, nhưng tỷ lệ đạt sẽ giảm xuống; Khi trị số này lớn, tính liên tiếp cấp liệu cho máy đóng gói sẽ kém, nhưng tỷ lệ đạt sẽ nâng cao). |
(8) Số lần tối ưu hóa: sau khi số tổ của tổ hợp tính vận hành thành công đạt đến "số lần tối ưu hóa" sẽ dừng tính vận hành, từ đó lựa ra một tổ ưu thế nhất, trị số này có thể nâng cao tinh độ đóng gói. Nhập vào 1-99.
(9) Bảo vệ màn hình: Cài đặt sau thời gian bao lâu tiến hành bảo vệ màn hình. Đơn vị: phút.
(10) Tốc độ đèn nền: Điều chỉnh độ sáng hiển thị.
(11) Lưu thông số: Nhấn phím này, làm cho thông số chỉnh sửa trên giao diện hiện tại có hiệu lực (Phương thức thao tác: Nhấn phím “Lưu thông số” khoảng 1s, sẽ hiển thị khung bảo lưu, khi khung đó biến mất là đã “tải xuống” thành công).
(12) Cài đặt chế độ motor: Nhấn vào phím này, đi vào giao diện “Cài đặt chế độ motor”, như hình bên dưới:
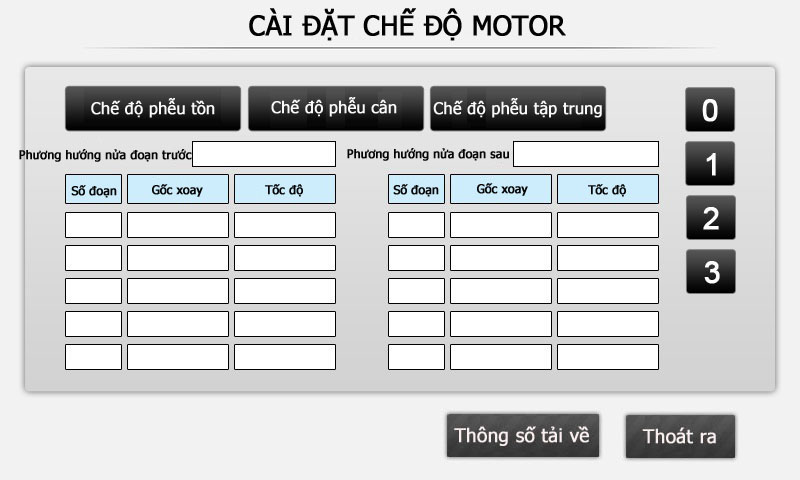
Chế độ phễu tồn: Nhấn vào phím này, lựa chọn chế độ motor số 0-3, nhấn "xác nhận", thì có thể xem được số bước và tốc độ tương ứng, đồng thời có thể tiến hành sửa đổi.
‚ Chế độ phễu cân: Nhấn vào phím này, lựa chọn chế độ motor số 0-3, nhấn "xác nhận", thì có thể xem được số bước và tốc độ tương ứng, đồng thời có thể tiến hành sửa đổi.
ƒ Chế độ phễu tập trung: Nhấn vào phím này, lựa chọn chế độ motor số 0-3, nhấn "xác nhận", thì có thể xem được số bước và tốc độ tương ứng, đồng thời có thể tiến hành sửa đổi.
„ Phương hướng nửa đoạn trước: 5 đoạn trước (0~4) phương hướng xoay chuyển của motor, 1 là ngược chiều kim đồng hồ, 0 là thuận chiều kim đồng hồ.
… Phương hướng nửa đoạn sau: 5 đoạn sau (5~9) phương hướng xoay chuyển của motor, 1 là ngược chiều kim đồng hồ, 0 là thuận chiều kim đồng hồ.
† Gốc xoay: biểu thị trong số đoạn này, motor bước tiến hành bao nhiêu mạch xung, mỗi một mạch xung, gốc độ xoay chuyển của motor bước là 1.8° (như nếu cần xoay chuyển nửa vòng 180°, như vậy gốc xoay sẽ là 100). Sau khi nhập vào trị số gốc xoay, hàng nhắc nhỡ sẽ tính ra số gốc độ và số bước tương ứng.
Tốc độ: biểu thị trong số đoạn này, tốc độ xoay chuyển của mỗi bước, trị số từ 1-50, tốc độ càng lớn càng nhanh (nhất thiết nhấn duy trì).
‡ Gốc độ nửa đoạn trước: là trị số tích lũy số bước của nửa đoạn trước nhân với gốc độ xoay chuyển tích lũy của 1.8° cho ra.
Chú ý:
Tổng số bước của nửa đoạn sau và tổng số bước của nửa đoạn trước nhất thiết phải giống nhau.
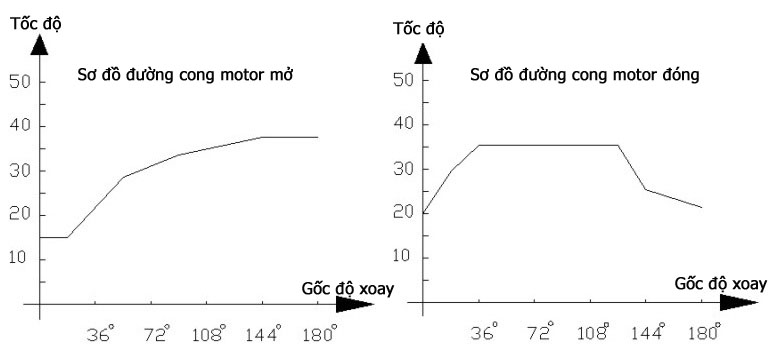
- Ghi chú: Khi cài đặt chế độ motor, thông thường cài đặt là vì có được đồ thị như sau:
A. Phương thức cài đặt 5 đoạn trước khi cửa mở:
Motor bắt đầu không nên quá nhanh.
‚ Bắt đầu tiếp xúc với cửa liệu, tương tự nên dùng tốc độ thấp, giảm tiếng ồn.
ƒ Sau khi hoàn thành tiếp xúc, nhanh tốc đến phía trước.
„ , … Duy trì nhanh tốc, tiết kiệm thời gian.
B. Phương thức cài đặt 5 đoạn trước khi cửa đóng:
Motor bắt đầu không nên quá nhanh.
‚ Bắt đầu tăng tốc.
ƒ Tiếp tục tăng tốc, đồng thời duy trì thời gian dài chút.
„ Bắt đầu giảm tốc, chuẩn bị rời cán hoạt động cửa liệu.
… Tăng tốc thích hợp, rời với tốc độ ổn định, giảm tiếng ồn và rung động.
Thông số tải về: Nhấn vào phím này, làm cho thông số chỉnh sửa trên giao diện hiện tại có hiệu lực (Phương thức thao tác: Nhấn phím “Lưu thông số” khoảng 1s, sẽ hiển thị khung bảo lưu, khi khung đó biến mất là đã “tải xuống” thành công).
(13) Khôi phục thông số xuất xưởng: Thông số 1-15 trong “Cài đặt thông số” khôi phục lại trị số xuất xưởng.
|
Phương thức thao tác: Nhấn phím “lưu thông số” khoảng 1s, sẽ hiển thị khung bảo lưu, khi khung đó biến mất là đã “Thông số tải xuống” thành công |
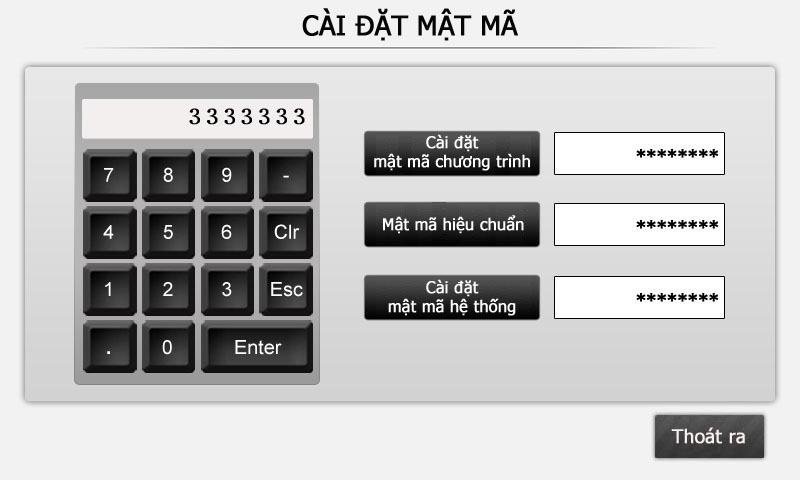
(14) Cài đặt mật mã: nhấn phím "cài đặt mật mã" vào cài đặt, như hình bên dưới, mật mã có 8 công vị. Mật mã chỉ cần nhập vào 01 lần là có hiệu lực, nên cần phải ghi nhớ mật mã mới.
II/ SỰ CỐ VÀ PHƯƠNG PHÁP XỬ LÝ:
|
Tình trạng và biểu tượng gợi ý |
Nguyên nhân |
Kiểm tra và xử lý |
|
Màu cam (U) |
Trọng lượng phễu đơn lớn hơn trọng lượng mục tiêu một lần |
1. Khi hoạt động ở AFC = 0, giảm trị số “biên độ rung dòng”. 2. Khi hoạt động ở AFC = 1, tăng trị số “số phễu tổ hợp bình quân”. 3. Khi hoạt đồng ở AFC = 2, giảm trị số “tỷ trọng phễu đơn”. 4. Điều chỉnh biên độ máy rung dòng, đảm bảo rung dòng xuống liệu bình quân. |
|
Màu xanh lá (Z) |
Tự động cài đặt 0 |
Khi vận hành tổ hợp cân, phễu cân tự động thành 0. |
|
Màu xanh da trời (L) |
Trọng lượng phễu đơn nhỏ hơn “Trọng lượng siêu nhẹ phễu đơn”. |
1. Tăng biên độ rung dòng. 2. Kiểm tra xem có thiếu liệu không. |
|
Màu đen (D) |
Phễu này bị ngưng sử dụng |
Có thể khởi động lại trong giao diện tay động |
|
Màu đỏ (E) |
Thông tin tấm điều khiển đơn vị thất bại |
Kiểm tra tấm điều khiển đơn vị tương ứng có bất thường không. Nếu có, có thể thay thế. |
|
Trọng lượng hiển thị và trọng lượng thực tế chênh lệch quá lớn |
1. Điểm 0 di chuyển |
1. Kiểm tra nguồn điện đã tiếp đất. 2. Hiệu chuẩn lại từ đầu. |
|
2. Trọng lượng đóng gói đều lệch nặng |
1. Cài đặt trị số của lượng chênh lệch là số dương. |
|
|
3. Trọng lượng đóng gói đều lệch nhẹ |
1. Cài đặt trị số của lượng chênh lệch là số âm. |
|
|
4.Vật liệu trong phễu cân chưa xả hết |
1.Điều chỉnh chế độ motor, tăng thời gian ở lại ở giữa. 2. Tăng trị số thời gian trễ phễu cân. |
|
|
Xả liệu không liên tục, bị gián đoạn |
Phễu hoàn thành tổ hợp lần trước, sau khi thêm liệu mới tổ hợp. |
Tăng trị số lệch trên, dưới. |
|
Tốc độ đóng gói càng ngày càng chậm |
Cài đặt AFC không hợp lý |
1. Trong AFC, “Số phễu tổ hợp bình quân”nên ở giữa 3-5. 2. Trong AFC, “Tỷ trọng phễu đơn” nên ở 25-33% của một lần (Trọng lượng mục tiêu/Số lần xả liệu) |
|
Tỷ lệ đạt thấp |
Tính tổ hợp hơi kém |
1. Điều chỉnh biên độ, làm cho số phễu tổ hợp bình quân ở giữa 3-5 2.Tăng trị số “chênh lệch trên dưới” |
|
Khi đóng cửa liệu tiếng ồn quá lớn |
Tốc độ motor đóng cửa quá nhanh |
Thay đổi chế độ motor. |
|
Cửa liệu mở ra nhanh tốc hoặc sau khi mở ra không đóng lại được |
Thiết bị xử lý có thể bị nhiễu |
Sau khi tắt nguồn, khởi động máy lại |
|
Hiện tượng đứng máy |
Vị trí mắt thần kiểm soát mất hiệu lực |
1. Có thể thao tác tay động tiến hành kiểm soát vận hành liên tục 2. Nếu vì motor riêng biệt, thì kiểm soát cảm biến tương ứng có bình thường không. |
III/ Ý NGHĨA VÀ MÀU SẮC CỦA CHỮ CÁI HIỂN THỊ TRÊN CÂN:
|
STT |
Màu |
Chữ cái |
Ý nghĩa |
|
1 |
Vàng |
Q |
Không tổ hợp ép buộc xả liệu |
|
2 |
Tím |
C |
Tổ hợp lần này bị chọn |
|
3 |
Xanh lá |
R |
1. Trước khi mở nguồn vận hành máy, tất cả các khuôn tín hiệu tốt. 2. Trong lúc vận hành, phễu cân này chuẩn bị hoàn tất. |
|
4 |
Xanh biển |
L |
Vật liệu trong phễu cân nhỏ hơn trị số cài đặt “trọng lượng siêu nhẹ phễu đơn”. |
|
5 |
Xanh lam |
Z |
Trong lúc vận hành tự động cài đặt 0. |
|
6 |
Đen |
D |
Phễu này bị cắm |
|
7 |
Cam |
U |
Trọng lượng phễu đơn lớn hơn trọng lượng mục tiêu một lần. |
|
8 |
Da trời |
A |
Đang thêm liệu |
|
9 |
Đỏ nhạt |
T |
Lỗi tín hiệu khuôn Ad |
|
10 |
Đỏ |
E |
Lỗi tín hiệu tấm điều khiển phễu đơn |
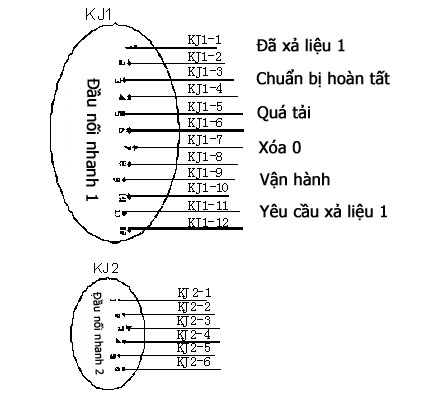
IV/ ĐẦU CẮM KJ1 &KJ2:
Quý khách có nhu cầu các dây chuyền sản xuất ngành mỹ phẩm, thực phẩm, dược phẩm, phân bón và bảo vệ thực vật hãy liên hệ với chúng tôi ![]()
Chân Thành cảm ơn và thông tin liên hệ
Sản phẩm liên quan

Máy đóng gói gia vị loại nhỏ

Máy Đóng Gói Trà Túi Lọc SHL-C18

Máy Đóng Gói Bột Hàn Mặt Sau Tự Động 420f

Dây chuyền đóng gói hút ẩm nhiều làn

Dây chuyền đóng gói nhiều làn vô hộp tự động

Máy đóng gói dọc màng PE tự động SHL780
Dây chuyền máy đóng gói túi nhỏ túi lớn SHL-RB

Máy đóng gói bột nhiều line

Máy đóng gói bột hạt dạng que 4 line

Máy đóng gói 6 line
Máy đóng gói dạng bột hạt lỏng

Máy đóng gói dạng hạt nhiều line

Máy Đóng Gói Dung Dịch Hai Ngăn Tự Động SHL-YS50


Máy đóng gói dạng hạt tự động SHL-K50


Máy đóng gói dạng bột hàn mặt sau SHL- 420Y


Máy đóng gói bột tự động SHL-F50



Máy đóng gói dạng hạt hàn mặt sau SHL -V420K

Máy đóng gói 04 đầu cân điện tử SHL-K4T100


DÂY CHUYÊN MÁY ĐÓNG GÓI DUNG DỊCH HÀN LƯNG BỤNG TỰ ĐỘNG 420Y
























































